![]()
![]()

RESINE NECESSARIE
![]()
Primer epossidico appositamente realizzato per potenziare la già naturale capacità di adesione di resine e collanti epossidici a supporti lignei
![]()
Sistema composto da resine epossidiche a bassa viscosità filtrate UV con sistemi di ultima generazione formulato per applicazioni in trasparenza, semi-trasparenza o totalmente pigmentato. La viscosità è estremamente bassa e gli spessori ottenibili molto elevati.
![]()
Sistema composto da una particolare formulazione che sfrutta prodotti chimicamente iningiallenti, la viscosità è la più bassa tra quelle dei nostri prodotti, il gloss e il grado di colore sono ai massimi livelli. Questo prodotto è indicato soprattutto per la realizzazione di opere trasparenti, di pregio, dove la tonalità di colore deve rimanere invariata nel tempo anche se il prodotto dovesse venire esposto in luoghi particolarmente "soleggiati".
![]()
![]()
COME REALIZZARE UN TAVOLO IN RESINA
![]()
La realizzazione di tavoli è tanto complicata quanto soddisfacente se
il risultato ottenuto è quanto ci si è immaginati e aspettati di ottenere.
Qui ci proponiamo di dare delle indicazioni di massima su come fare e
quali prodotti utilizzare.
Come prima cosa bisogna procurarsi il materiale. Sarà necessario
realizzare un cassero (uno stampo) della forma che desideriamo che abbia
il tavolino. Lo stampo non è tema nostro e sulle modalità con il quale
realizzarlo non abbiamo precise indicazioni. Sicuramente, se si vuole
evitare di dover necessariamente utilizzare un distaccante, sarà bene
utilizzare uno stampo in plastica flessibile (policarbonato, plexiglass,
polipropilene o teflon) che sia il più liscio possibile internamente in
modo da ottenere la migliore finitura superficiale possibile. Essendo la
plastica con la quale si realizza lo stampo flessibile, sarà necessario
che ci sia qualcosa di più rigido, al suo esterno, in modo da mantenerla
in forma ed evitare che si fletta o deformi sotto il peso della resina che
vi andrà colata all'interno. La superficie interna dello stampo in
plastica, dovrà essere la più liscia possibile perché la resina, che è
molto liquida, riprodurrà fedelmente in negativo, ogni asperità o rugosità
della superficie dello stampo: se questa è liscia, si otterrà un effetto
vetro, se sarà ruvida e rugosa, si otterrà un effetto satinato. Per
agevolare il distacco del piano tavolo indurito, o per ottenerlo nel caso
si utilizzino stampi di qualsiasi altro materiale, si può ricorrere a
distaccanti specifici. Si può utilizzare dell'alcool
polivinilico
FTD_POL o del distaccante ceroso
FTD_WAX.
L'alcool polivinilico tenderà a creare una superficie più irregolare (in
quanto la resina non andrà direttamente a contatto con lo stampo ma
resterà uno strato di distaccante interposto tra resina e stampo), il
distaccante ceroso (che è in pasta e può essere steso aiutandosi con uno
straccio in modo da creare un'untuosità superficiale) garantirà, invece,
una superficie meglio rifinita. Partendo dal presupposto che il lato dal
quale si colerà la resina sia la superficie superiore del piano tavolo,
c'è da dire che queste superfici meno rifinite che verranno dal contatto
con lo stampo, saranno quelle laterali e inferiore, quindi, spesso, meno
importanti o, in certi casi, a seconda di cosa vogliate realizzare, anche
trascurabili. Nel caso, però, in cui vogliate che ci sia un effetto vetro
anche sui lati e sotto il tavolo, sarà necessario finire le superfici,
levigandole e lucidandole. Per ottenere questo, sarà necessario trattarle
con carte abrasive a grana 1000, eseguendo tutti gli step fino ad arrivare
alla grana 6000. Detto questo, non c'è limite a quello che potete
realizzare, se non quelli dettati dalla vostra fantasia e dalla tipologia
di materiali che andrete ad inserire nel tavolo. Potete realizzare i
classici tavoli con due o più "fette di legno" inglobate nella resina,
utilizzare tondi di legno o semplicemente inglobare all'interno del piano
tavolo qualunque tipo di oggetto o riempitivo abbiate voglia di mettere.
Potete dare un effetto di profondità mettendo oggetti a differenti
distanze dalla superficie. Per fare questo, dovrete trovare il modo di
tenerli sospesi o, allungando i tempi di realizzazione, realizzare più
colate, aspettare che asciughino e appoggiare semplicemente gli oggetti da
inglobare sulla superficie indurita prima di realizzare la successiva
colata. Si può tranquillamente operare per strati: la resina aderisce
perfettamente alla resina e va a costituire un blocco unico. L'unica cosa
che si potrà vedere, osservando di taglio, è una righina tra la vecchia
superficie e la colata (ma da sopra l'attacco tra le due differenti colate
sarà assolutamente invisibile). Sono da evitare materiali organici freschi
(che deperendo emettono aria e/o umidità), materiali con forti ritiri e
dilatazioni termici, materiali estremamente porosi a meno di trattarli
come adesso andremo a spiegare. Sia per questi materiali, sia per il legno
(che, a seconda della tipologia, può essere più o meno poroso), l'ideale
sarebbe quello di mettere sui legni e sulla superficie dello stampo un
primer impregnante: a questo scopo abbiamo realizzato il prodotto
FP_TAV.
E' un'opzione migliorativa ma non è indispensabile. Il primer, di fatto, è
un bicomponente a solvente a base di resine epossidiche (quindi dello
stesso materiale del quale verrà realizzata la successiva colata). Il
fatto che sia a base epossidica facilita la perfetta e tenace adesione tra
la successiva colata e il prodotto che va ad impregnare il legno, il fatto
che sia a solvente, lo rende estremamente liquido e capace di una maggiore
penetrazione all'interno del legno. Una maggiore penetrazione produce un
ancoraggio più profondo e fa sì che l'aggrappaggio sia maggiore e che
resina e legno diventino un corpo unico. Oltre a questo, l'evaporazione
del solvente durante l'essiccazione del primer impregnante porta via
eventuale umidità residua nel materiale ligneo. Sconsigliamo
l'applicazione a spruzzo per due motivi: essendo il primer a solvente,
l'evaporazione del solvente, nel momento in cui questo venga nebulizzato,
sarebbe molto più rapida e il prodotto giungerebbe "a destinazione" già
molto più denso; per questo motivo, unito al fatto che il prodotto si
poserebbe sulla superficie ma non vi verrebbe "pressato", ad esempio con
un pennello, la penetrazione all'interno del legno, sarebbe molto minore.
Se si volesse evitare questo passaggio, il consiglio sarebbe comunque
quello di applicare una mano di resina (anche a pennello) sul legno (o
sull'eventuale inglobato poroso) prima di procedere alla resinatura finale
in modo da favorire il successivo aggrappaggio ed eliminare la generazione
di bolle durante l'indurimento della colata finale: per questo fine può
essere adatta la
FT0604/TT. Nel caso ciò non
venga fatto e si operi un'unica colata direttamente, il rischio è che,
penetrando la resina nel legno durante la reazione (che la scalda
leggermente e la rende inizialmente più liquida), il legno liberi l'aria
dalle sue porosità man mano che viene impregnato dalla resina e che queste
bolle d'aria restino nella massa di resina in via di solidificazione.
All'inizio, quando la resina è ancora molto liquida, le bolle vengono in
superficie e possono facilmente essere eliminate passando in maniera molto
rapida la fiamma di un cannello dove vi siano bolle. Quando però il
prodotto comincia a reagire e a gelificare, diventando via via più denso,
eventuali bolle liberate in profondità, non riuscierebbero a giungere in
superficie rimanendo intrappolate a metà.
Per realizzare la colata vera e propria i prodotti specifici che abbiamo
realizzato sono i seguenti:
-
FT0604/T3L (è il più
prodotto più economico), è composto da resine epossidiche a bassa
viscosità filtrate UV con sistemi di ultima generazione (la resistenza
all'ingiallimento è davvero molto alta). Il sistema è stato formulato
per applicazioni in semi-trasparenza (quindi con bassissime percentuali
di pigmento) o totalmente pigmentate. Ovviamente può essere utilizzato
per applicazioni in totale trasparenza visto l'elevato gloss e la buona
stabilità di colore. Il prodotto in fase di polimerizzazione ha una
bassissima esotermia di reazione, quindi si possono raggiungere spessori
estremi senza che si presentino problemi (bolle e ingiallimento della
resina) causati appunto dall'esotermia sprigionata.
Il prodotto è "un'evoluzione" di un sistema già esistente e consolidato nel tempo. La nuova formulazione sfrutta una viscosità molto più bassa, le caratteristiche estetiche e meccaniche sono state migliorate ulteriormente. - FT0604/T3H è composto da una particolare formulazione che sfrutta prodotti chimicamente iningiallenti, la viscosità è ancora più bassa di quella della resina precedente, il gloss e il grado di colore sono ai massimi livelli. Questo prodotto si basa su resine cicloalifatiche ed è indicato soprattutto per la realizzazione di opere trasparenti, di pregio, dove la tonalità di colore deve rimanere invariata nel tempo anche se il prodotto dovesse venire esposto in luoghi particolarmente "soleggiati".
Entrambe le resine sopra citate hanno una reazione estremamente lenta per
evitare qualsiasi aumento di temperatura e la generazione di tensioni
interne durante l'indurimento. Anche se dopo circa 48 ore, la colata dovesse
risultare dura al tatto, si consiglia di non estrarla dallo stampo prima che
siano trascorsi circa 10 giorni.
Abbiamo disponibili colori effetto vetro estremamente concentrati: 2
tonalità di rosso, giallo, verde, 2 tonalità di blu, effetti perlescenti,
polveri metalliche, pigmenti fosforescenti o fotoluminescenti e altri. Potete
trovarne in dettaglio nella sezione "pigmenti e
cariche".
ALTRI PRODOTTI NECESSARI
Alcool polivinilico
FTD_POL
Distaccante per stampaggio di articoli in resina epossidica o
poliestere. Forma una pellicola solida che separa la resina dalla
superficie dello stampo. Quando la resina si essicca la pellicola si
separa facilmente dallo stampo rimanendo sul pezzo dal quale viene poi
facilmente asportato mediante lavaggio con semplice acqua.
![]()
![]()
Distaccante ceroso
FTD_WAX
Prodotto distaccante universale concentrato, pronto all’uso, esente da
fluidi siliconici. È adatto con stampi di qualsiasi materiale (metallo,
resine, legno, ecc.) ed è efficace con resine epossidiche, poliuretaniche,
poliesteri insature, vinilesteri e fenoliche.
![]()
![]()
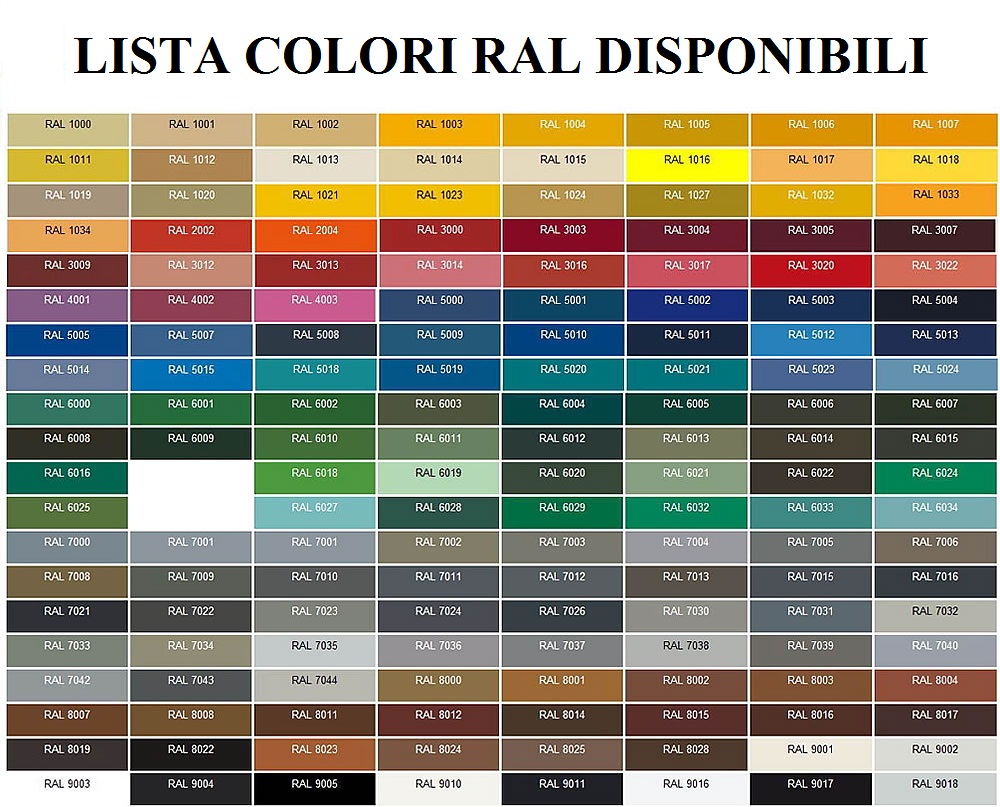
FTCol_X_Y
X è il numero
RAL
Y è la dimensione del barattolo:
0050 = 50g
0250 = 250g
1000 = 1kg
Paste coloranti per resine epossidiche, disponibili in un
vastissimo assortimento colori RAL. (Non tutti i colori
sono sempre disponibili: per alcuni, almeno per il primo ordine, è
necessario attendere qualche giorno)
Come usarle
![]()
FTCol_P_X_Y
Colori perlescenti.
X=tipologia di colore: 1
(vedi)
2 (vedi)
3 (vedi)
4 (vedi)
5 (vedi)
6 (vedi)
7 (vedi)
Y è la dimensione del barattolo:
0050 = 50g
0250 = 250g
![]()
FTCol_X_Y
X è il colore:
=B blu
=A rosso amarena
=R rosso rubino
=V verde
=G giallo
=N nero
Y è la dimensione del barattolo:
0050 = 50g
0100 = 100g
Soluzioni coloranti ultra-dispersibili, estremamente concentrate,
specifiche per resine epossidiche (per esempio, con un barattolo da 50g è
possibile colorare circa 20 tavoli in resina)
{kind=link}